|
| ||
Not quite Swindon A Shop or Eastleigh Works, but one has to show willing.... Here you will find a selection of images and notes of the various small (and not so small) jobs that seem to come in, but which don't really fit into the category of 'new builds'. I will be leavening these as time goes on with some 'work in progress' photos of some of my longer-term locomotive commissions. They aren't of course supposed to be longer term, but it is often the case that only after one opens the box of shiny brass and nickle-silver frets, and start to examine the metal castings and mechanical 'bits' therein, that you get that sinking feeling that what was estimated for as a straightforward 'fettle and fit' job, is actually going to require some major engineering redesign.... Manning Wardle 2-6-2 for On14 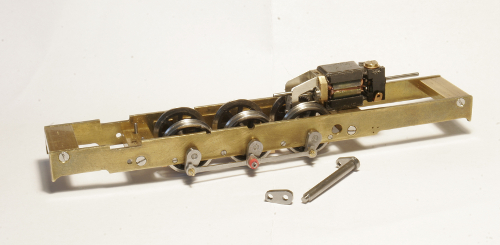 This has taken so long that I've been pipped by the post by Lionheart's announcement of their RTR offerings. Never mind, these things are sent to try us.... Mine has 1.5mm brass plate frames with 'U' slots for the driving axles retained by keeper strips either side. The driving axle needed to be the hindmost one, as the close wheel spacing precluded any central frame stretcher to mount the current collecter plate upon. As it is the complete floating gearbox and axle assembly - once the connecting rods are taken off - can be dropped out of the bottom for servicing or replacement of the motor. Incidentally, the axles are stepped down from 1/8" to 1.5mm to take the cranks. The reason being that this stops any chance of the Loctite retaining compound that is used to fix the cranks from spreading further down the axle and into the axle bearings. 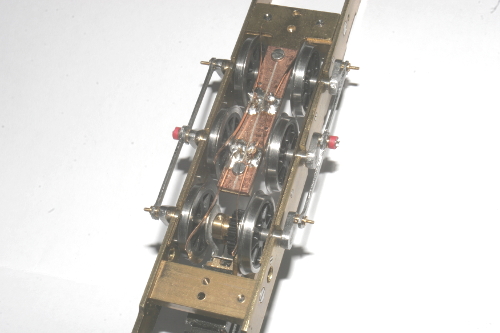 Current collector system is by a removable plate with phosphor-bronze strip located in brass studs. Each stud is slotted and then pressed into a copper clad paxolin plate. The strips are then bent to shape so as to contact the wheels, slipped into the slots and - presto! - a dab with the soldering iron and they are there for keeps. Unlike the usual bit of wire, they don't twist and the best thing is that as the plate is screwed rather than glued on, re-adjusting the tension is simply a matter of removing a couple of screws. Barclay Chassis for On16.5 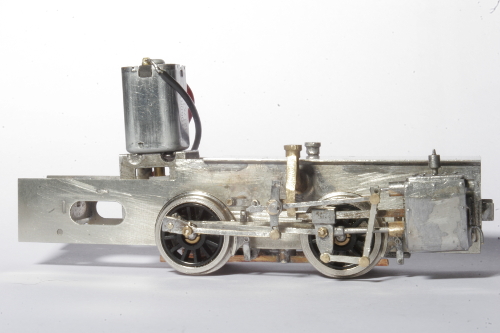 One from the Locos n Stuff collection. What could be simpler? An inside frame 0-4-0 with outside cylinders.....except that this one has Walschaerts valve gear. It is also compensated in that it has a rocking front axle on a kife edge pivot. I have no idea how good or how bad the client's trackwork is going to be, so as a professional builder - and to ensure customer satisfaction - I always tend to err on the side of caution. This in turn meant spacing out the cylinders to allow for a tad more 'waggle-room' between the back of the crosshead and the front coupling rod retaining screw. Which also meant in turn that the combined filler and slide bar support casting needed to be moved outwards from the chassis sideframes with a pair of turned brass spacers. And so it went on. 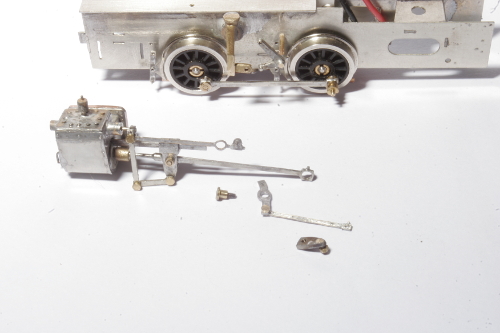 Ah yes, and the Walschaerts gear. Almost all UK kits - DJH interestingly excepted who use shouldered rivets (but there again, this could be a legacy of the days when some of 4mm their kits used to be available fully built from the factory) - employ the 'soldered-pin' method of construction for these components. I always have a pathalogical fear of soldering a pin joint up solid - possibly because it has happened to me once or twice - so prefer if I can to use screws. The Barclay's rods are pretty close to being dead to scale, so rather than making a completely new set of valve gear motion from scratch with bigger rod and link ends, I went to turned brass rivets with 0.5mm shanks made up on the wee Pultra 1750, and peened them over with a (very) small ball pein hammer under a jeweller's eyeglass. In the interests of making everything demountable for painting, I did however have to make new expansion links, and a pair of anchor links, as in my eagerness, I had opened out the hole in the crosshead drop link a bit bigger than I should have.... Oh, and the screw-on return cranks are also new, filed on their backs until they sat at the right angle, then secured with a dab of loctite. Not ideal, but I think even a watchmaker would baulk at thinking of drilling the crankpin and return crank in-situ for a drive fit 0.25mm locking pin.... Chapelon Rebuilt Pacific 240P Build from DJH Kit.  I've reached the stage with this now where all the 'mechanicals' are done, and the next step is to start adding all the details that make a model 'come alive' so to speak. The boiler and firebox are two separate pieces, and to tie these in to the footplating, I have soldered a couple of tapped brass plates just inside the 'cutaway' section of the barrel. A soldered joint is precluded because you can't get the iron in all the way along, plus there's the risk that some of it might bleed out along the sides, where it can't easily be scraped clean. The 'windcutter' profile cab was another tricky job to assemble and fit (as 'Gresleyites' may have already found out...!), and in the end I cut the etch into two pieces so that I could stand any chance of forming the roof rofile properly. 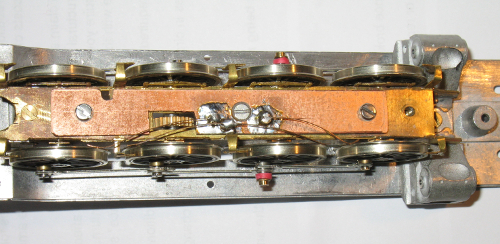 Underneath, the DJH 'American' system of current pick up by alternate side wheels on tender and locomotive chassis separated by an insulated drawbar, has been amended to a self-contained conventional wheel-wiper system using phosphor bronze strip on a separate collector plate. The individual pickups are located in slots cut into brass stepped studs mounted onto the copper-clad paxolin plate. They are much more rigid that the usual wire system that one sees nowadays on kit and scratch built models (even in Gauge O....), plus fitting the plate up with screws, means that everything can come off for either cleaning or adjustment. 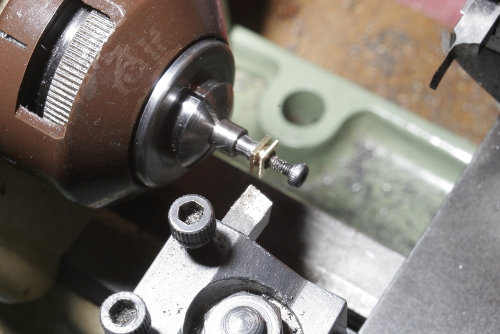 I've alluded to the chassis being tested around Hornby 2nd radius curves - around 18 inches by my reckoning. This was achieved by giving additional sideplay to the first and last axles, by thinning the DJH hornblocks. Now, you CAN do this by rubbing the axlebox along a flat file or a piece of emery cloth. But the job's so much easier with a lathe, with the bonus that - assuming your lathe is accurate enough - you can take exactly the amount off that's needed in a quarter of a time that it would take to rub the 'box up and down and around.... Here, the axlebox is mounted on a little 1/8" expanding mandrel held in a collet on the Pultra 1750. A Peckett chassis for On16.5 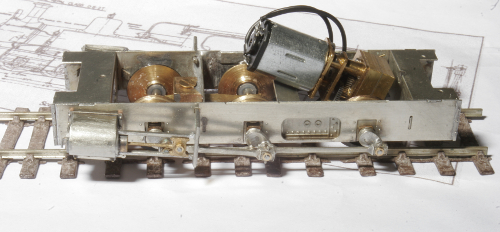 This one is from a Locos n Stuff kit for one of the attractive low-boilered 0-6-0s that used to run at Rugby Portland Cement, one of which is preserved on the Lincolnshire Coast Railway. I don't normally do compensation, which most of these kits come with as an option, but was 'coerced' into building this model with it. Though I am impressed by the way that it all runs when completed, I would stress that such a refinement can add something like 15-20 per cent to the build time, and I remain to be convinced that there is much in it between an appropriately weighted and well-built rigid chassis with effective pickups on all driving wheels. 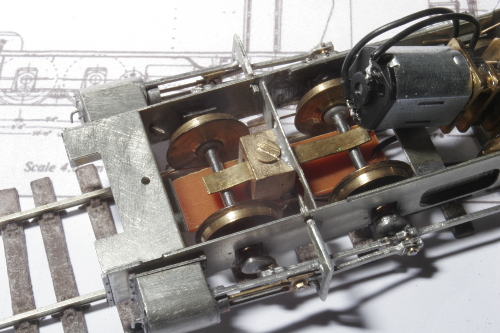 I tend to prefer 'demountable' or modular ways of building my engines. As here, where the beam pivot - a brass block (slice of reclaimed 3-pin mains plug connector) - has a slide in flat strip (the beam) secured with a screw. The brass block doubles as a mount for the wheel wiper contact plate underneath, and the beam can come out to be bent one way or 'tother so as to raise or lower the front of the chassis to get the correct running height. Backwoods Miniatures K1 Garratt 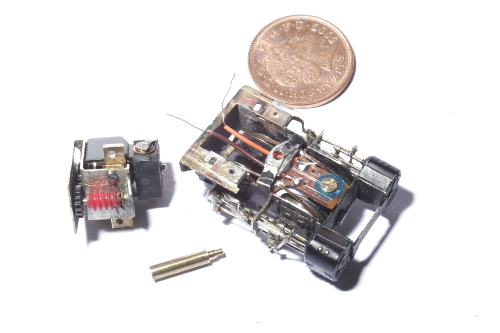 This came in for attention to a sheared Walschaerts gear return crank, and an intermittent loss of drive to the front bogie. Further investigation revealed that the worm and wheel were only barely meshing and then only sometimes. The only way to address this was to cut out the entire motor and gear train from the chassis by careful work with a piercing saw, and arrange for this to be dropped about 0.10mm further down so as to deepen the mesh. Not an easy task when you are working on a completed model, with lots of fragile parts around. The threaded rod is in fact a new bogie pivot screw - there's no way to get a conventional screw in past the brake rodding that is fitted to these kits. Though the picture is a bit small to make it all out, a new top current collector plate has also been fitted, as the existing system was glued in place, so could not come off to re-adjust contact pressure on the wheel tyres. 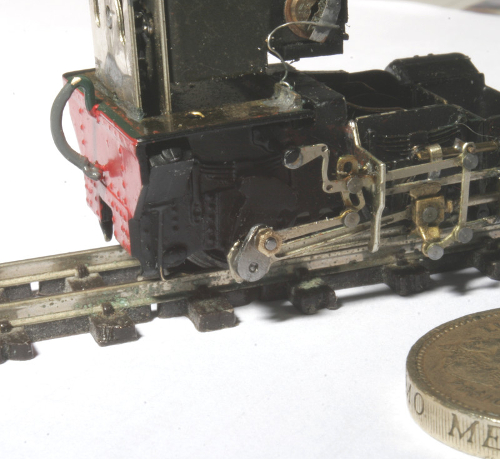 The return cranks on these models are lost wax brass castings, with - from memory - a cast-on 12BA thread. Unfortunately, they are soldered onto the axle ends, and given the close proximity of soft plastic wheel bush, coupling and connecting rod ends, plus possibly an axle bush, I felt it to be tempting fate to try to solder on the new return crank. Another unknown was whether different melting point grades of solder had been used in the construction of this chassis - and where. So to be safe, the new crank is now fixed with a dab of Loctite thread locker. I am now moving on to using steel for my motion work, as though it is harder on my Swiss files, it looks like the real thing. These small parts are formed on the end of a piece of strip, and only when they are shaped, drilled tapped - and in this instance fitted with a soldered-in 16 BA screw for the eccentric rod eye - are they cut off the stock and rounded off with a file.  Along the way, the rear bogie was discovered to have its wheels set too close to gauge, and as these could potentially climb up onto Peco OO9 point check rails, they had to be attended to as well. The special 'squeezer' tool that had to be made up for this job is shown here. A conventional puller cannot be got in because of the valve gear, and the way that everything is soldered together 'for keeps' as per the instructions. When I made the tool, I thought it would be a one off, but in the event it came in useful when another Backwoods Garratt came in with exactly the same problem....  ....and here's the complete machine. Unfortunately the paintwork received some unavoidable mauling in the course of all the surgery that the model had to undergo, so the best that could be done after some 'spot touch-up' with black, was an all-over coat of matte varnish to blend everything in and give it that 'in-service' patina. A Bit of Ornamental Turning  Something that you don't often see nowadays: hand-turned locomotive fittings. Oh that all my comissions were for BR standards or for GWR classes where boiler fittings are available off-the-shelf. These pair are for an Orenstein and Koppel locomotive in 1/45 scale, and comprise the dome, and O&K's rather distinctive 'blunderbuss' spark arresting stack. The dome has a recess turned in the top so as to take a small plate, upon which the safety valves can be mounted as a separate drop-in unit. Basically these are made by first flycutting the end of a piece of bar stock to the boiler diameter, then drilling and tapping the end for a mounting screw that allows the resulting 'blank' to be mounted upon a mandrel for rough turning and then final finishing by hand with files and emery cloth. There's a more involved Build Note covering a 'King' chimney which gives more ins and outs of the whole process elsewhere on this site. Headboards for the Devon Belle 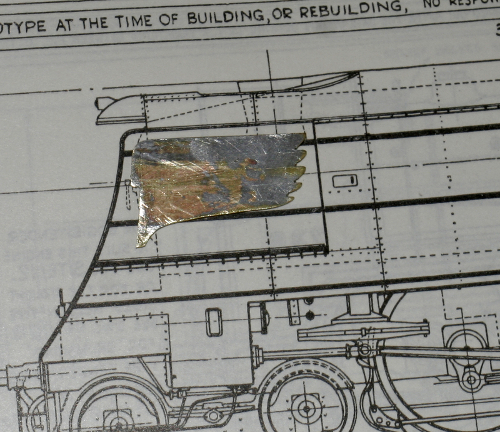 According to the client, all the Devon Belle 4mm nameboard sets out there are only suitable for the Battle of Britain and Westcountry pacifics. Meself, I wasn't quite sure of this - until I compared drawings for the Merchant Navy class with those for their smaller Bullied brethern. So there was nothing to it but to fret some out of 0.5mm sheet brass, with files and piercing saw to cut in the staggered ends of the 'feathers'. I would have liked to have made up some tags to solder on to the back of the boards, so they could be fixed into holes into the smokebox wind deflectors, but was advised that the idea of drilling holes - even unobtrusive ones - into a finely built model of 'Shawe Saville Line' was something of a no-no...  Anyway, some yellow ink jet printed transfers on a red ground blended into a coat of signal red has made for 'A Proper Job' as they say down here in deepest Dorset.... | ||
|
|